| |
|
|
|
|
|
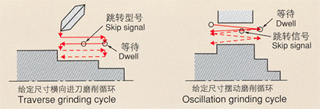
| 圆柱磨削的加工循环 |
| ・可对磨削进行反复加工控制,只在一个程序段中指令。有四种型式的固定循环,使编程简化。 |
 |
|
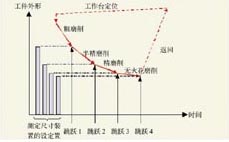
| 多级跳越 |
| ・使用测量仪器或其它设备发出的跳转信号(最多8个),可以在执行程序中实现程序的跳转。 |
 |
|
| 连续砂轮修正补偿 |
| ・此功能能够根据平面磨削固定循环间的持续修正两,对砂轮切削和整修切削进行连续补偿。 |
 |
|
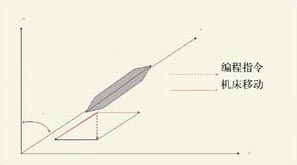
| 斜轴控制 |
| ・即使x轴与z轴不成90º直角,也可以通过直角坐标系进行编程,各轴的实际移动两可根据斜角自动控制。 |
 |
|
| 在摆动终点的进刀磨削 |
| ・沿编程图形以恒定的增量连续执行横切控制以允许输入外部信号。 |
 |
|
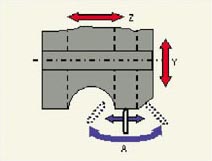
| 砂轮的垂直修正控制 |
| ・沿垂直于整修图形的方向持续控制砂轮整修器功能可连续地在轮廓的法线方向进行砂轮的修正控制。 |
 |
|
|