|
|
|
|
|
|
AI提前预测控制
AI轮廓控制 |
AI提前预测控制可以予读多个加工程序段,实现了切削速度最佳的加/减速控制。从而有效地减少了工件形状的拐角处,或小半径圆弧的伺服跟踪误差,并有效地提高了加工速度和加工精度。
AI轮廓控制可以实现更加高速、高精度的加工。 |
 |
|
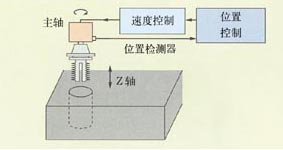
| 刚性攻丝 |
| ・主轴控制回路为位置闭环控制,主轴电机的旋转与攻丝轴(Z轴)进给完全同步,从而实现高速高精度攻丝。 |
 |
|
| 坐标系旋转 |
| ・可对程序指定的形状进行坐标旋转。 |
 |
|
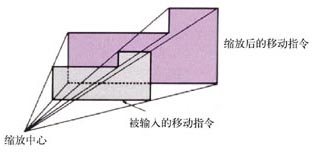
| 比例缩放 |
| ・随时对加工程序指令值进行比例缩放,范围从0.001到999.999倍,或从0.00001到9.99999倍。 |
 |
|
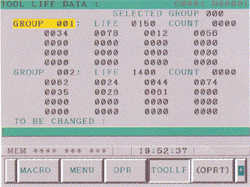
| 刀具使用寿命管理 |
| ・工具按类别分成若干组,每组工具的使用寿命以及工具编号均以表格的形式存储于NC存储器中。 |
 |
|
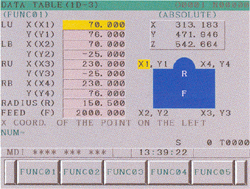
| 复合加工循环 |
| ・复合加工循环可用简单指令生成一系列的切削路径。比如定义了工件的最终轮廓,可以自动生成多次粗车的刀具路径,简化了车床编程。 |
 |
|
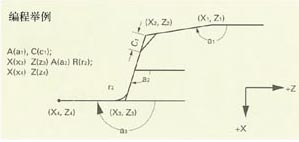
| 直接尺寸编程 |
| ・可直接指定诸如直线的倾角、倒角值、转角半径值等尺寸,这些尺寸在零件图上指定,这样能简化部件加工程序的编程。 |
 |
|
| 用户宏程序/宏执行器 |
| ・MTB(机床厂)可用CNC提供的用户宏程序/宏执行器编制个性化程序和操作画面。 |
 |
|
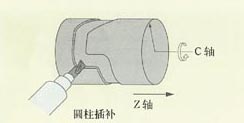
| 圆柱插补 |
・该功能最适用于切削圆柱上的槽。
・能够按照圆柱表面的展开图进行编程。 |
 |
|
| 极坐标插补 |
| ・此功能最适宜在车床上实现凸轮的磨削和端面铣削(x,c轴)。使用笛卡尔坐标可对加工形状进行编程。 |
 |
|
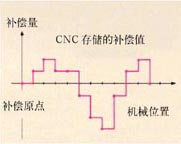
| 记忆型螺距误差补偿 |
| ・利用该补偿功能,可对丝杠螺距误差等机械系统中的误差进行补偿,补偿数据以参数的形式存储在CNC的存储器中。 |
 |
|
|